उत्पादन




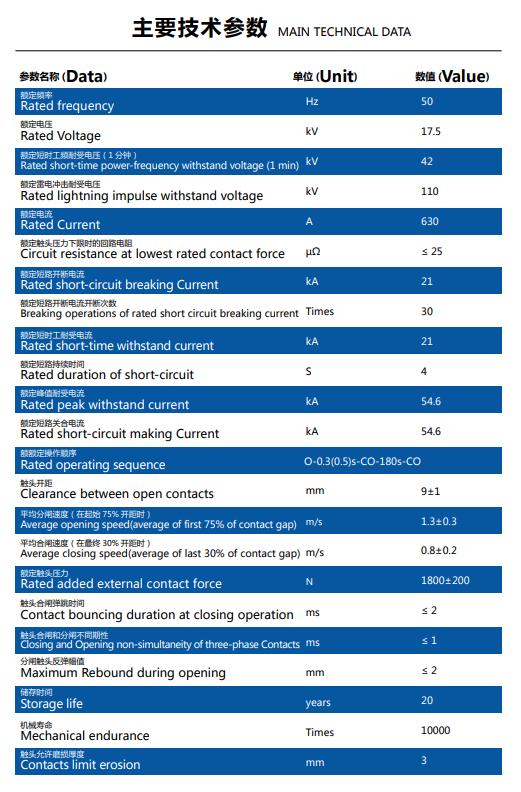
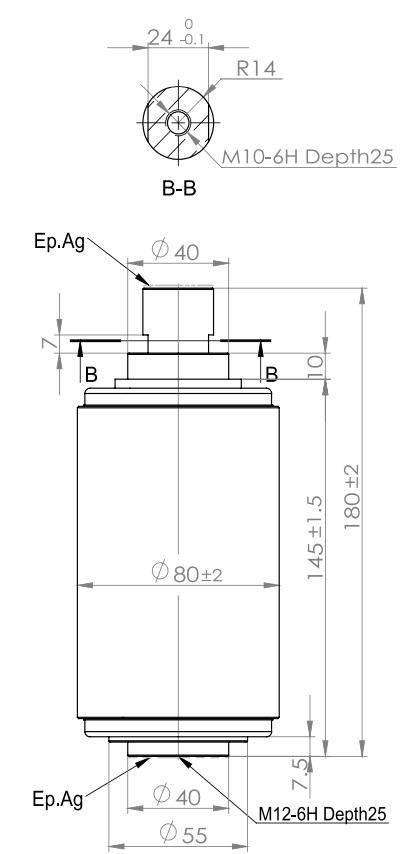
निर्यात TD-17.5/630-21(188(का लागि भ्याकुम अवरोधक)
उत्पादन को संक्षिप्त विवरण:
भ्याकुम इन्टरप्टरहरूको सबसेम्बलहरू सुरुमा हाइड्रोजन-वातावरण भट्टीमा एकसाथ जम्मा गरी टाँसिएको थियो।इन्टरप्टरको भित्री भागमा जडान गरिएको ट्यूबलाई बाह्य भ्याकुम पम्पको साथ अवरोधकलाई खाली गर्न प्रयोग गरिएको थियो जबकि अवरोधकलाई लगभग 400 °C (752 °F) मा राखिएको थियो।1970s देखि, अवरोधक उप-कम्पोनेन्टहरू एक संयुक्त ब्रेजिंग-र-निकासी प्रक्रिया द्वारा उच्च-भ्याकुम ब्रेजिङ फर्नेसमा भेला गरिएको छ।दशौं (वा सयौं) बोतलहरू एक ब्याचमा प्रशोधन गरिन्छ, उच्च भ्याकुम भट्टी प्रयोग गरी तिनीहरूलाई 900 °C सम्म तापक्रम र 10−6 mbar को दबाबमा तताउँछ।यसैले, अवरोधकहरूले गुणस्तर आवश्यकता पूरा गर्दछ "जीवनभरको लागि छाप"।पूर्ण स्वचालित उत्पादन प्रक्रियाको लागि धन्यवाद, उच्च गुणस्तर निरन्तर कुनै पनि समयमा पुन: उत्पादन गर्न सकिन्छ।
त्यसपछि, एक्स-रे प्रक्रियाको माध्यमबाट अवरोधकर्ताहरूको मूल्याङ्कन स्थितिहरू साथै आन्तरिक कम्पोनेन्टहरूको पूर्णता, र ब्रेजिङ बिन्दुहरूको गुणस्तर प्रमाणित गर्न प्रयोग गरिन्छ।यसले भ्याकुम अवरोधकहरूको उच्च गुणस्तर सुनिश्चित गर्दछ।
गठनको क्रममा, भ्याकुम अवरोधकको निश्चित आन्तरिक डाइलेक्ट्रिक शक्ति बिस्तारै बढ्दो भोल्टेजको साथ स्थापित हुन्छ, र यो पछिको बिजुली आवेग भोल्टेज परीक्षण द्वारा प्रमाणित हुन्छ।दुबै अपरेसनहरू भ्याकुम अवरोधकहरूको गुणस्तरको प्रमाणको रूपमा, मापदण्डहरूमा तोकिएका भन्दा उच्च मानहरूसँग गरिन्छ।यो लामो सहनशीलता र उच्च उपलब्धता को लागी पूर्व शर्त हो।
निश्चित परिस्थितिहरूमा, भ्याकुम सर्किट ब्रेकरले वैकल्पिक-वर्तमान सर्किटमा प्राकृतिक शून्य (र वर्तमानको उल्टो) भन्दा पहिले सर्किटमा शून्यमा प्रवाह गर्न सक्छ।यदि अवरोधक सञ्चालन समय AC-भोल्टेज तरंगको सन्दर्भमा प्रतिकूल छ (जब चाप निभाइन्छ तर सम्पर्कहरू अझै पनि चलिरहेका छन् र ionization अझै पनि अवरोधकमा फैलिएको छैन), भोल्टेजले ग्यापको प्रतिरोध भोल्टेज भन्दा बढी हुन सक्छ।
आजकल, धेरै कम करेन्ट काटेर, भ्याकुम सर्किट ब्रेकरहरूले वरपरका उपकरणहरूबाट इन्सुलेशन कम गर्न सक्ने ओभरभोल्टेजलाई प्रेरित गर्दैन।